របៀបនៃការបង្កប់គ្រាប់ប
1. គ្រាប់រលាយក្តៅ- ប្រើម៉ាស៊ីនកំដៅ
ការបង្កប់ការរលាយក្តៅគឺជាវិធីសាស្ត្របង្កប់ដ៏សាមញ្ញបំផុតនិងសាមញ្ញបំផុតដែលជាទូទៅជាមួយនឹងម៉ាស៊ីនរលាយក្តៅនិងដែកដែកបញ្ចូលដែកដោយដៃ។
2. គ្រាប់ចាក់ - ការប្រើប្រាស់ម៉ាស៊ីនផ្សារដែកក្តៅ
ការដាក់បញ្ចូលផ្សិតចាក់ជាធម្មតាមានភាពតឹងរ៉ឹងលើអង្កត់ផ្ចិតគ្រាប់។ការត្រួតពិនិត្យអង្កត់ផ្ចិតគឺស្ថិតនៅក្នុងរង្វង់ 0.05mm ដោយសារតែផលិតផលត្រូវបានជួសជុលជាមួយនឹង Molding Pin ហើយដាក់ក្នុងផ្សិតចាក់។អង្កត់ផ្ចិតគ្រាប់គួរតែត្រូវបានគ្រប់គ្រងដោយទំហំ Pin នៃម៉ាស៊ីនចាក់ថ្នាំ។
3. គ្រាប់ Ultrasonic - ប្រើជាងដែកផ្លាស្ទិច Ultrasonic
ការបង្កប់ Ultrasonic គឺជាប្រភេទនៃការរំញ័រ ultrasonic ដូច្នេះការកកិតរវាងយចននិងផ្ទៃនៃ workpiece និងម៉ូលេគុលខាងក្នុងនិងសីតុណ្ហភាពនៃចំណុចប្រទាក់កើនឡើង, នៅពេលដែលសីតុណ្ហភាពឈានដល់សីតុណ្ហភាពបន្ទន់នៃ workpiece ខ្លួនវា, គ្រាប់ដែលបានបង្កប់នៅក្នុង ជ័រកៅស៊ូ នៅពេលដែលរំញ័រឈប់ ដុំការងារក្នុងពេលតែមួយស្ថិតនៅក្រោមទម្រង់ត្រជាក់នៃសម្ពាធជាក់លាក់មួយ។
ការរចនារន្ធផ្លាស្ទិច និងការជ្រើសរើសគ្រាប់
ការរចនានៃគ្រាប់
ការរចនាផ្នែកប្លាស្ទិក
ចំណាំ៖
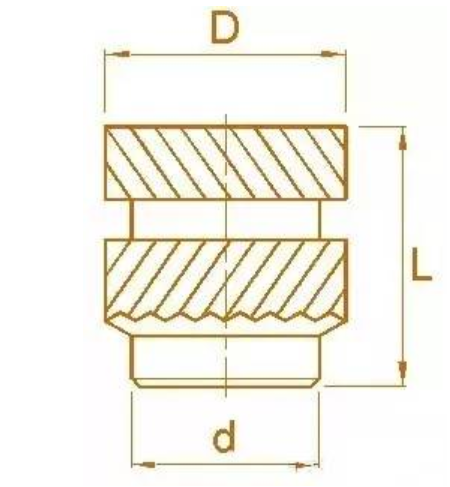
ឃ: អង្កត់ផ្ចិតខាងក្រៅនៃគ្រាប់
ឃ: មូលដ្ឋាននៃគ្រាប់
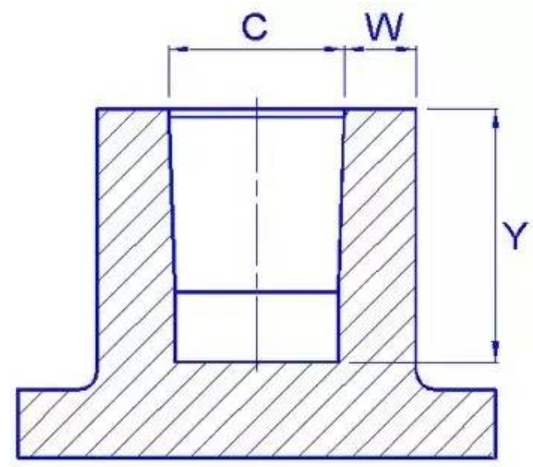
W: កម្រាស់ជញ្ជាំងរន្ធប្លាស្ទិក
L: ប្រវែងនៃគ្រាប់
C: អង្កត់ផ្ចិតរន្ធផ្លាស្ទិច
Y: ជម្រៅរន្ធផ្លាស្ទិច
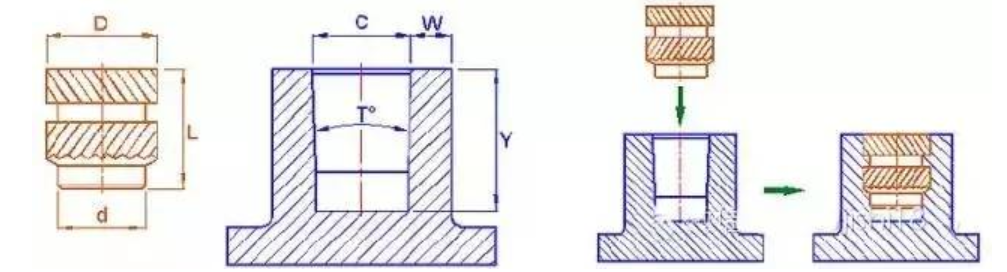
1. ទំហំ D គឺជាមូលដ្ឋានគ្រាប់ ដែលគេស្គាល់ថាជាផ្នែកកំណត់ទីតាំងមគ្គុទ្ទេសក៍ ដែលត្រូវបានសំរបសំរួលជាមួយផ្នែក C ផ្លាស្ទិចមុនពេលបង្កប់ ដូច្នេះផ្នែកខាងក្រោម D នៃគ្រាប់គឺតូចជាងផ្លាស្ទិច BOSS ខាងក្នុងទំហំ C ដើម្បីជួយសម្រួលដល់ទីតាំង។
2, ទំហំ D សម្រាប់អង្កត់ផ្ចិតខាងក្រៅរបស់យចន វាផ្គូផ្គងនឹងទំហំជំរៅខាងក្នុងរបស់ BOSS ប្លាស្ទិក រន្ធដោតខាងក្នុងរបស់ទូរសព្ទដៃទូទៅមានទំហំតូចជាងអង្កត់ផ្ចិតខាងក្រៅរបស់គ្រាប់ប្រហែល 0.25-0.3mm;
3, ទំហំ L គឺជាប្រវែងនៃយចន, វាត្រូវបានផ្គូផ្គងជាមួយនឹងជម្រៅរន្ធ BOSS ទំហំ Y, ជម្រៅរន្ធប្លាស្ទិចទូទៅគឺខ្ពស់ជាងវីស (ប្រវែង) ជម្រៅ 0.5-1.0mm សម្រាប់ការផ្ទុកកាវបិទ;
4, W គឺជាកម្រាស់ជញ្ជាំងរន្ធប្លាស្ទិក កម្រាស់សាច់រន្ធ BOSS ប្លាស្ទិកទូទៅគឺច្រើនជាង 0.8-1.0mm ការបញ្ជាក់ទំហំគ្រាប់កាន់តែធំ កម្រាស់ជញ្ជាំងផលិតផលប្លាស្ទិកកាន់តែធំ។
ប្រសិនបើអ្នកមានសំណួរណាមួយអំពីការផ្សារ ultrasonic ឬការបង្កប់រលាយក្តៅ, សូមទាក់ទងមកយើងខ្ញុំដោយឥតគិតថ្លៃ
ពេលវេលាប្រកាស៖ ថ្ងៃទី ៣០ ខែកញ្ញា ឆ្នាំ ២០២២